










Vibratory Conveyor Technology
Download the Vibratory Conveyor Technology catalogue and see information about this and other products.

Certifications
Frequency Converter Reovib Mfs 168
IP 54 or IP 20
DESCRIPTION
Frequency converters in the REOVIB MFS 158 and REOVIB MFS 168 series for vibratory conveyor technology offer the option of operating the vibratory conveyor at an optimal vibration frequency for the material – completely independently of the mains input frequency.
Devices in the REOVIB MFS 158 series are available with a max. output current of 4 A and the Devices in the REOVIB MFS 168 series are available with a max. output current of 3 A, 6 A and 8 A. Both series are available as IP20 versions for installation in control cabinets or as IP54 standalone units.
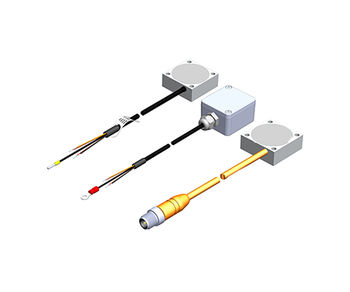
The IP54 housings are available with various connection options:
- Input cable/output cable
- Input cable/output socket
- Complete cable connection solution for mains, output and control connections
ADVANTAGES
- Inexpensive frequency-control devices with the vital functionality
- Frequency-control device for controlling a vibratory conveyor independently of the mains input frequency
- Conveyor frequencies are adjustable between 35…140 Hz
- Mains voltage compensation with constant vibration amplitude
- All settings can be made using the integrated display
- Sinusoidal output current
- Can be used on 110 V or 240 V mains, auto-sensing.
- User settings can be stored
- With fill level/overflow control
- Versions available in various protection classes and with various connection options
- REOVIB MFS 168: Automatic detection of the resonant frequency of the vibratory conveyor system (with additional vibration amplitude sensor) and option to regulate the vibration amplitude – Constant feed rates can be achieved independently of load or changes in the mechanical system
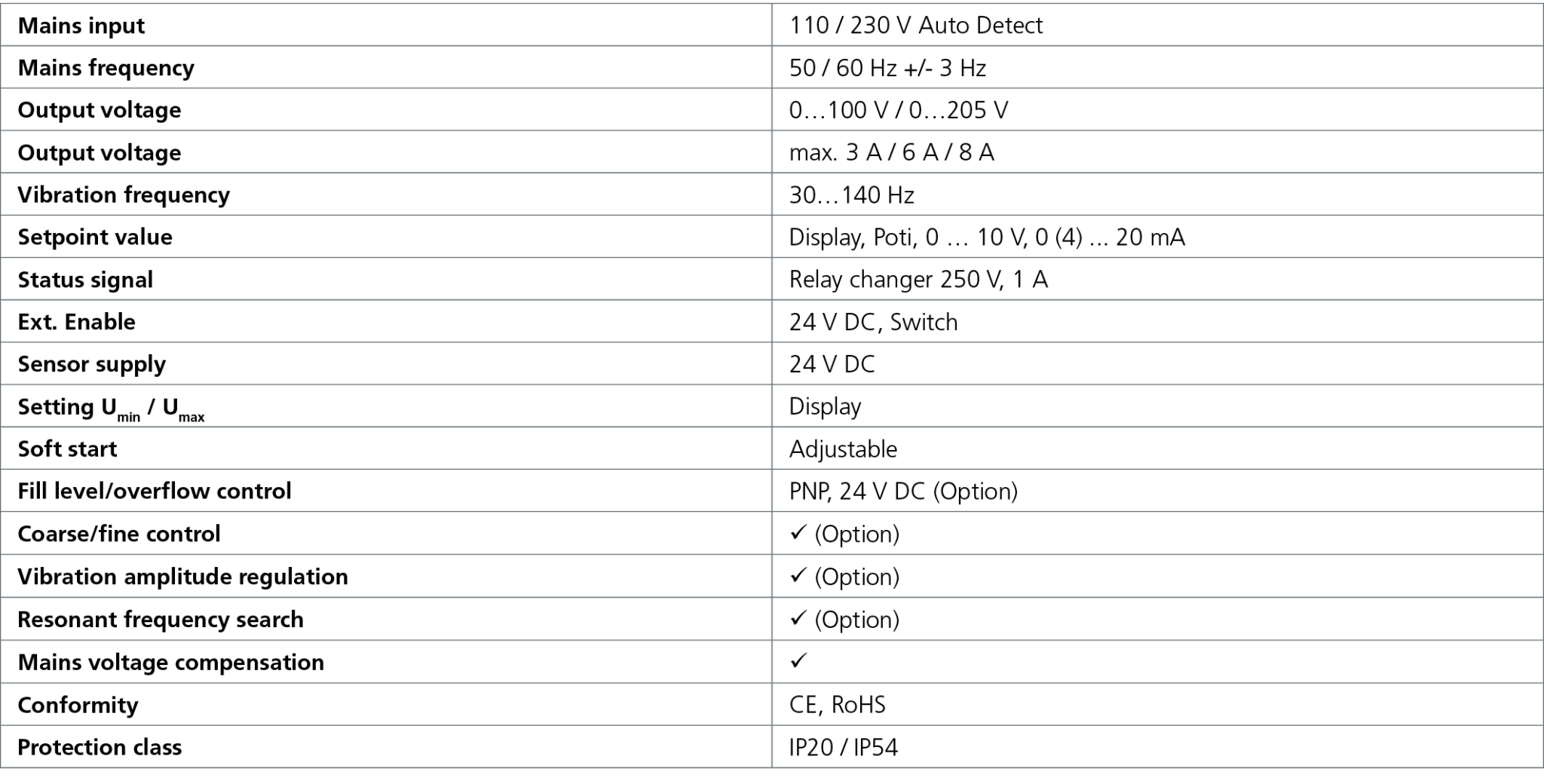
TECHNICAL SPECIFICATION
Suitable for this product
Accelerometers
REOVIB acceleration sensors contain a piezoelectric accelerator element with a downstream amplifier. The accelerations are recorded by the piezo...

Reovib Ac Magnets
AC Magnets are intended for installation in vibrating conveyor systems that are used in material supply and conveying engineering technology....