








Copper Vs Aluminium Windings in Choke and Transformer Manufacturing

Downloads
| REO2025-19_Copper-or-Aluminium-Windings-in-Inductor-Manufacture.docx ( DOCX 313KB) |
| TABLE-1.png ( PNG 53KB) |
Copper Vs Aluminium Windings
In choke and transformer manufacturing, the choice between copper and aluminium windings significantly impacts cost, performance, and manufacturability.
Each material offers distinct advantages and trade-offs that must be carefully weighed based on the intended application.
Copper is the industry standard for conductivity and remains the most efficient material for minimising electrical losses. Its superior performance enables compact choke and transformer designs with lower heat generation, enhanced mechanical stability, and more predictable thermal behaviour, making it particularly suitable for applications that demand high power density, consistent thermal management, or where physical space is constrained.
Aluminium, however, has its advantages. Weighing about one-third as much as copper, it is well-suited to applications where reduced weight is a priority, this makes it especially attractive in mobile or transport systems, or in installations where lifting or structural loads are a concern. To match copper’s electrical performance, aluminium windings require a greater cross-sectional area – approximately 1.6 times larger – resulting in increased winding volume and often larger overall component dimensions.
From a manufacturing standpoint, copper is readily available in a wide range of wire diameters and is compatible with most standard winding equipment. Its mechanical robustness also makes it easier to handle during production. Aluminium, by contrast, is available in fewer standard sizes and can be more prone to damage during winding and termination. It often requires adjustments, for example, to terminals, to allow them to be used in existing machinery and more specialised handling.
Corrosion is another consideration. Copper is relatively inert and highly resistant to oxidation in most environments. Aluminium, on the other hand, forms a non-conductive oxide layer almost immediately upon contact with air. This makes it essential to treat or protect connection points – typically with special terminals, coatings, or welding techniques – to ensure long-term reliability and performance.
In terms of material cost, aluminium holds a clear advantage. As of mid-2025, copper is priced around $11,000 per tonne, while aluminium is approximately $2,580 per tonne. Even after adjusting for the greater volume needed to achieve comparable conductivity, the effective cost of aluminium is about $4,130 per tonne, resulting in a material cost saving of approximately 63%. Should market conditions push aluminium closer to its projected low of $2,000 per tonne, savings could exceed 80%, offering significant cost advantages in high-volume or cost-sensitive applications.
To overcome some of aluminium’s limitations – such as oxidation, mechanical softness, and lower thermal resilience – specialised Aluminium-copper (Al-Cu) alloys have been developed. These alloys offer improved conductivity, structural integrity, and oxidation resistance, making them more suitable for demanding electrical applications. However, their use requires trained personnel, specific storage conditions, and potentially retooled production processes.
One area where copper remains dominant is in high-frequency applications. At elevated frequencies, alternating current tends to travel along the outer surface of conductors – a phenomenon known as the skin effect. Because aluminium has higher resistivity, it allows slightly deeper current penetration compared to copper. While this may appear beneficial in theory, aluminium’s lower overall conductivity and its unsuitability for litz wire configurations make it a poor choice in practice. Additionally, the oxide layer formed on aluminium’s surface can further impede current flow in high-frequency conditions. Copper’s superior conductivity, compatibility with litz wire, and long-term contact reliability ensure its continued preference in these scenarios.
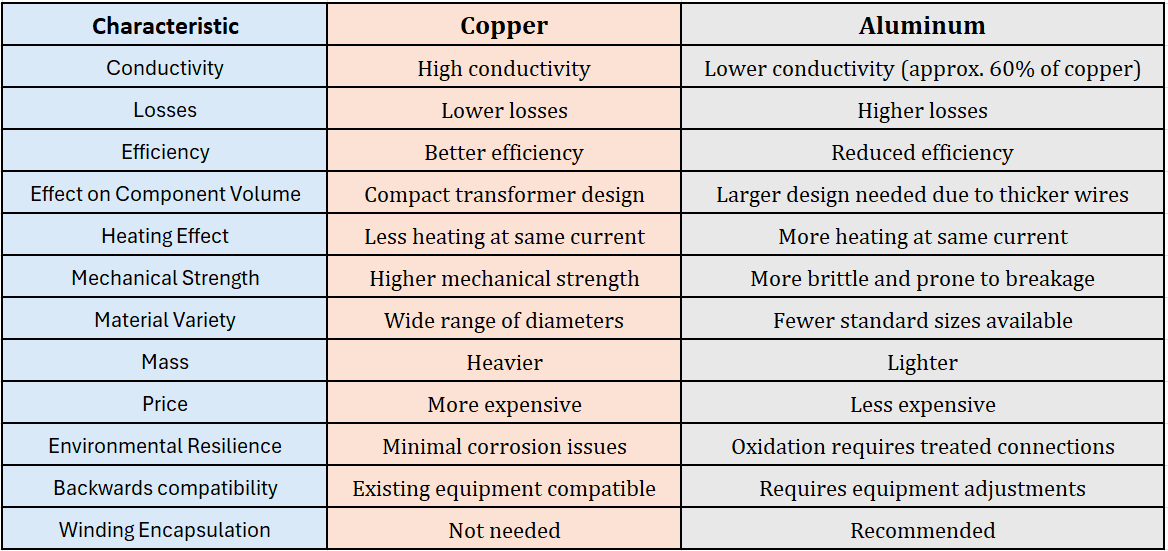
TABLE 1
| Characteristic | Copper | Aluminum |
| Conductivity | High conductivity | Lower conductivity (approx. 60% of copper) |
| Losses | Lower losses | Higher losses |
| Efficiency | Better efficiency | Reduced efficiency |
| Effect on Component Volume | Compact transformer design | Larger design needed due to thicker wires |
| Heating Effect | Less heating at same current | More heating at same current |
| Mechanical Strength | Higher mechanical strength | More brittle and prone to breakage |
| Material Variety | Wide range of diameters | Fewer standard sizes available |
| Mass | Heavier | Lighter |
| Price | More expensive | Less expensive |
| Environmental Resilience | Minimal corrosion issues | Oxidation requires treated connections |
| Backwards compatibility | Existing equipment compatible | Requires equipment adjustments |
| Winding Encapsulation | Not needed | Recommended |
Both materials have valid roles to play in choke manufacturing and TABLE 1 shown above provides and overview. Copper is ideal where compactness, performance, and reliability are paramount. Aluminium, particularly when enhanced through Aluminium-Copper alloys, is an increasingly viable choice for low-frequency, cost-driven, or weight-sensitive designs. The decision ultimately depends on specific technical requirements, budgetary constraints, and manufacturing capabilities. Working with a supplier that can support both copper and aluminium solutions allows for flexibility and optimisation without bias toward one material over the other.